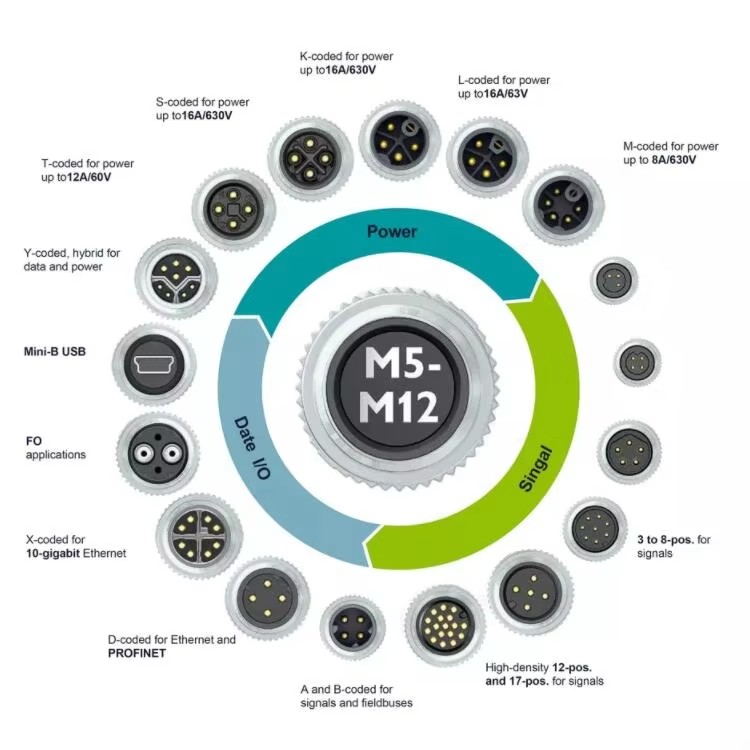
在工业设备调试现场,M12 接头随处可见。它们被应用在传感器、机器人、自动化产线、AGV、户外网络设备、轨道交通等各种严苛环境中。
作为在德索长期负责连接器方案的工程师,我把从线材到成品的完整制作流程整理出来,希望能帮助研发、采购与装配人员更高效理解 M12 的工艺逻辑。

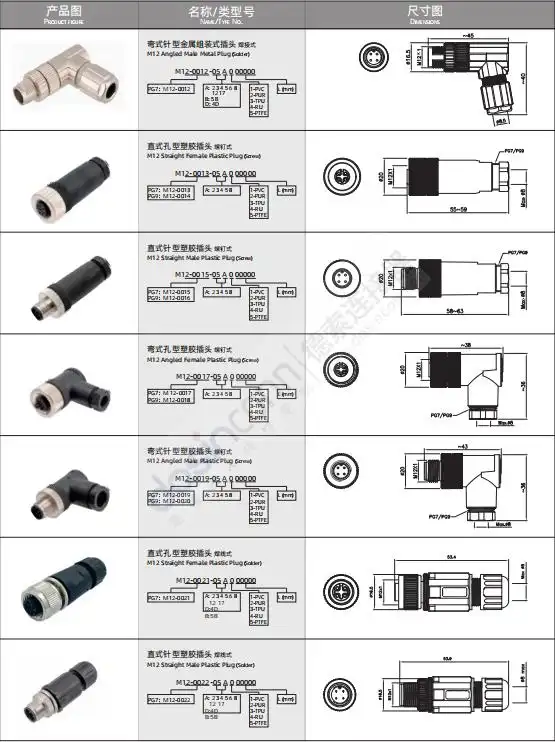
🧱|01 / M12 接头由哪些部分组成?
构成理解得越清晰,越容易掌握工艺重点。
-
外壳(金属或工程塑胶)
-
PIN 针(焊针或压接针)
-
绝缘体(PA、PBT、LCP)
-
M12 螺纹锁紧件
-
防水胶圈(决定 IP67~IP69K)
-
夹线结构与尾部护套
-
线缆(PVC、PUR、TPE、屏蔽线、双绞线、工业线)
各编码(A/B/D/X)结构略有变化,但工艺路径相同。
🧰|02 / 全工艺流程图
看似简单,但每个细节点都影响最终可靠性。

✂️|03 / 线材处理:M12 成功的第一步
1. 线材裁切
-
自动裁线机保证长度误差在 ±0.5 mm
-
材料常见:PVC、PUR 抗弯折线、屏蔽线、多芯线
2. 剥线与预处理
-
外皮剥离
-
编织层整理
-
内层绝缘剥离
-
铜丝保持整齐,不断丝、不拉毛
线材处理是后面焊接质量的基础。
🔩|04 / PIN 针焊接与压接:决定寿命的关键步骤
焊接型(常见)
-
温度稳定
-
锡点圆润、无虚焊
-
PIN 不漂移、不连锡
压接型(抗震性更强)
-
专用压接模具
-
接触电阻更稳定
-
适用于高速或高频 M12(如 D、X 编码)
焊接与压接的选择,会影响到整体可靠性与耐振动性。

🧩|05 / PIN 进入绝缘体:一个毫不夸张的精密步骤
-
按编码图插入对应针位
-
插入深度必须到位
-
用定位夹具保持 PIN 同心度与高度一致
这一环节决定插拔手感、接触稳定性,也影响最终的防水性能。
🛡️|06 / 外壳装配:强度与密封的开始
步骤一般如下:
-
外壳从线缆尾部套入
-
绝缘体卡入外壳定位槽
-
锁紧螺母检查螺纹顺畅
-
外壳整体压紧无缝隙
外壳精度越高,防水性能越稳定。

💧|07 / 密封工艺:能否达到 IP67~IP69K 的分水岭
1. 注胶式
适用于灵活生产
-
灌封胶填满所有空隙
-
固化后形成封闭腔体
2. 注塑一体式
适合大批量
-
TPU 或 PVC 完整包覆
-
防水性、抗弯折性能优秀
3. 密封圈结构
-
O 形圈
-
压紧圈
-
端面密封垫
密封工艺执行不到位,IP 防护等级就不可能达标。

🔌|08 / 尾部护套:不起眼但影响寿命的关键零件
尾部护套负责:
-
减轻拉力对 PIN 的影响
-
提升抗弯折寿命
-
防止线缆拉脱
-
保护外皮与内部焊点
好的 M12 尾部能做到五万次以上弯折寿命。
🟦 结语:M12 的品质,都藏在看不见的细节里
M12 接头之所以能在工业环境中保持高稳定性,靠的就是:
-
每一根 PIN 的精准
-
每一道密封结构的到位
-
每一次焊接的控制
-
每一个检测数据的严格
-
每一道装配工序的细致
它不是夸张的科技,但它是可靠的工程。







