在工业自动化、传感器、机器人和轨道交通领域,M12 接头几乎是最常见的现场连接器。它既要应对高振动、高粉尘、甚至户外潮湿环境,又要保证长期稳定传输信号和电源。因此,M12 接头的组装质量,对整个设备的可靠性影响极大。
很多工程师都知道“选好 M12”,但真正决定寿命和性能的,是如何组装。下面我从工程师的日常经验出发,分享一套实用的 M12 接头组装方法与关键要点。

🔧 一、M12接头的基本组件
典型 M12 接头由以下部分组成:
-
外壳 / 螺母
-
压线卡爪
-
密封圈
-
绝缘体针芯
-
尾部压盖
-
针芯焊接端或压接端
不同型号(A、B、D、X 编码)针芯排列会不同,但组装逻辑基本一致。

🛠 二、标准组装步骤
以下为常用电缆端 M12 接头(现场可组装型)的组装流程:
1️⃣ 线缆预处理
-
按长度剥外皮
-
清理屏蔽层并根据需求处理接地线(如 PROFINET、EtherCAT)
-
剥离内芯绝缘层
小提醒:
外护套剥太短会造成拉力传导不足
剥太长又会影响密封性
建议保持 3–5mm 公差范围内的精度。
2️⃣ 套入尾部件
将以下零件依次套入线缆,方向不能反:
-
尾盖
-
密封胶圈
-
压线卡爪
-
金属外壳
这一步很多新工程师经常装反,导致返工。
3️⃣ 导线与针芯连接(焊接或压接)
● 焊接型 M12
-
采用 370–400°C 的烙铁
-
焊锡要饱满但不能过量
-
焊点需保持光亮,无虚焊、连焊
● 压接型 M12
-
使用专用压接钳
-
压接面积均匀、无脱丝
-
拉力测试必须达标(通常 >20N)
工程师提示:
焊接型加工灵活,压接型一致性更高。批量时尽量选压接型。
4️⃣ 针芯插入绝缘体并定位
-
每根线对应正确的编号或颜色
-
推入时应听到轻微“卡扣声”
-
拉一下确认不会松动
错误插入是最常见故障来源,要格外注意。
5️⃣ 组装密封结构
-
校正密封圈位置
-
轻轻压入金属外壳
-
板端或现场端 M12 需保证 IP67/68 密封等级
小提示:
密封圈未压紧,会直接导致进水,尤其户外或设备清洗场景。
6️⃣ 锁紧尾盖
-
按厂家扭力标准锁紧(通常 0.6–1.0Nm)
-
不可过拧——会压变形密封圈或卡爪
-
不可过松——会降低抗拉能力

⚙ 三、组装时需要特别注意的细节
⚠ 1. 焊点过热会损坏 PTFE/PA 绝缘体
导致针芯偏移,插拔困难。
⚠ 2. 压线卡爪必须卡在外皮上
若卡到线芯,会导致抗拉性能为零。
⚠ 3. 线序必须与设备端对应
A、D、X 编码不同排列,千万不要用错标准。
⚠ 4. 保持端面干净
金属屑或焊锡渣会造成短路或高频损耗。
⚠ 5. 完成后执行三项检查
-
拉力测试
-
短路/开路测试
-
IP 密封测试(如有需求)
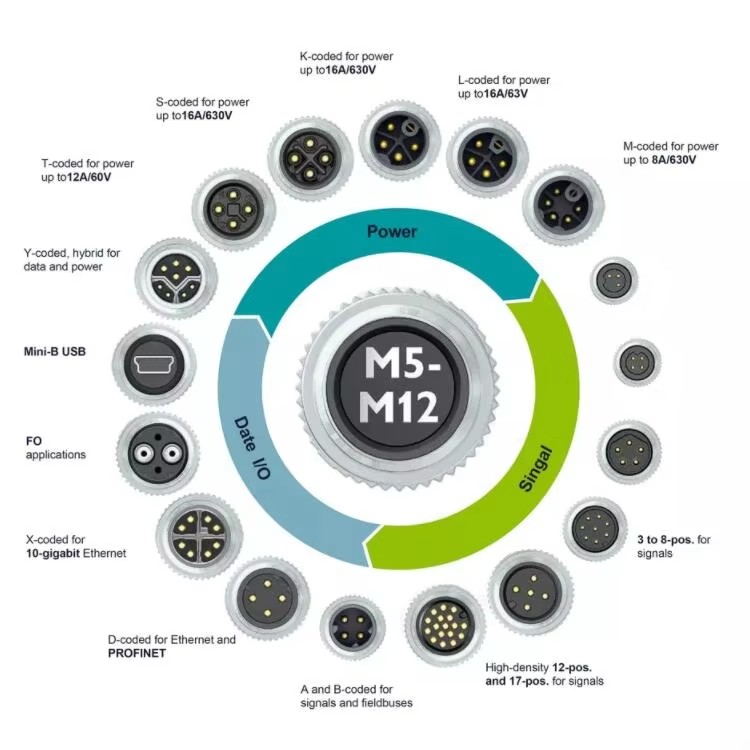
📌 四、常用 M12 编码场景选型参考
| 编码 | 特点 | 常见用途 |
|---|---|---|
| A 编码 | 最常用,多用于信号 | 传感器、工控线束 |
| D 编码 | 千兆以太网设计 | 以太网、工业交换机 |
| X 编码 | 10Gbps 高速数据 | 高速相机、工业服务器 |
| B 编码 | Profibus | 老旧总线系统 |
| L 编码 | 高功率供电 | DC 供电、驱动 |

📦 五、总结
M12 接头的可靠性,70% 来自组装质量。
想让线束在工业现场长期稳定,工程师必须关注:
-
线缆预处理精度
-
焊接/压接质量
-
线序正确性
-
密封结构完整度
-
正确的扭力锁紧
掌握好这些要点,M12 接头才能真正做到抗污、防水、抗振动与长寿命。






